

Electric melting
That leaves electricity as an option. We already know we can melt small tonnages up to 300tpd with an all-electric melter. The cold top, all-electric melting is a vertical melter and extremely fuel-efficient, getting down to around 2.6GJ/ton. Admittedly furnace life is shorter than current campaigns but I would suggest that a shorter campaign with a cheaper furnace allows the industry to catch up with technology on a more regular basis, and in any case it is extremely difficult to forecast our markets more than two years ahead, let alone 15 years out, so a shorter campaign with shorter rebuild times and lower capital costs should be a distinct advantage.
Above 300tpd, it is interesting that virtually all furnace design and build companies, as well as electro-heat specialists have all eventually agreed with F.I.C.’s original proposal of a hybrid furnace with 80% electrical energy in-glass and 20% energy required above glass. This additional 20% heat could be by electrical heating or could be by hydrogen or other fuels. This is mainly for refining. There are examples of this being adopted with government assistance but [it] obviously relies on electricity being decoupled from the gas price. As stated earlier, this looks to be in process now; only time will tell.
F.I.C. (UK) Limited was the first to show that we can use conventional horizontal melting for furnaces larger than 300tpd. This means we can use almost the same footprint for the furnace as existing melters, which considerably reduces the costs. F.I.C. initially proposed this hybrid approach in 2017, based upon our extensive experience of electric boost in float furnaces over the last 30 years, with nearly 100 installations and extensive modelling. We realised that this was an enormous step change for the industry so we introduced the concept of superboost as an interim step. We are currently discussing this with a number of companies with furnaces in the range of 500–1,000tpd. They have confidence in our abilities due to our track record with systems already working with up to 6MW. Modelling shows 10–12MW is possible with many existing furnaces.
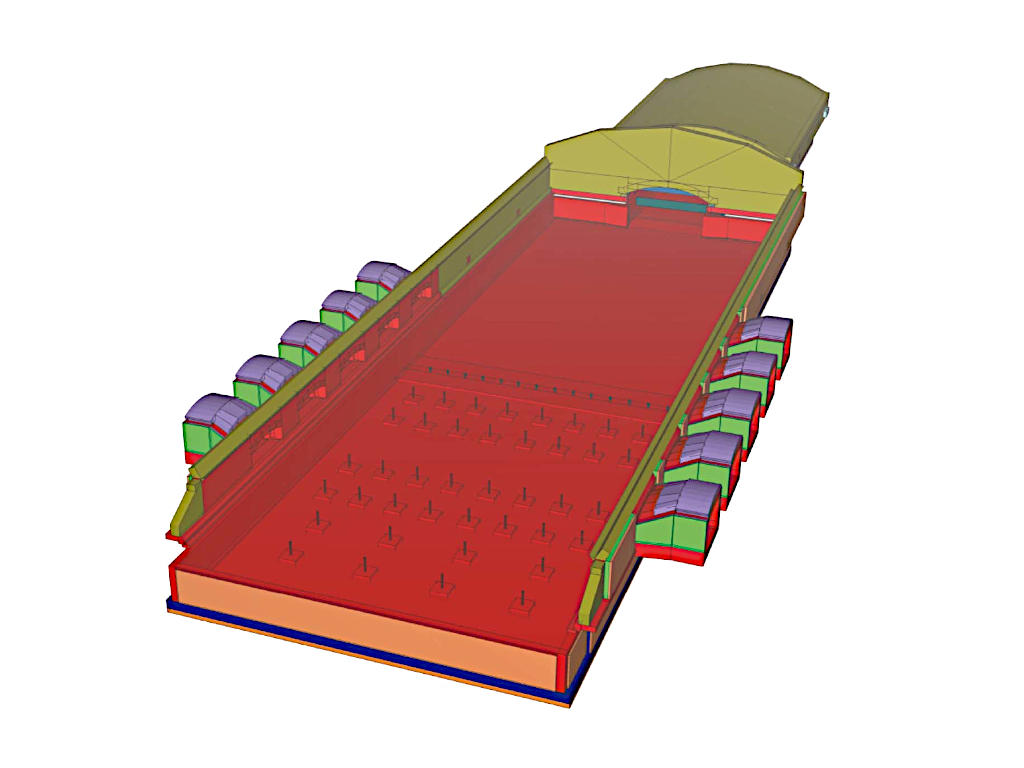
Images: Glass Futures’ Innovation Centre (inset: Stuart Hakes) + example of hybrid float furnace.